鋁合金激光填絲機出絲暢順,送絲穩定,保證焊接過程的穩定性及焊縫的一致性.。
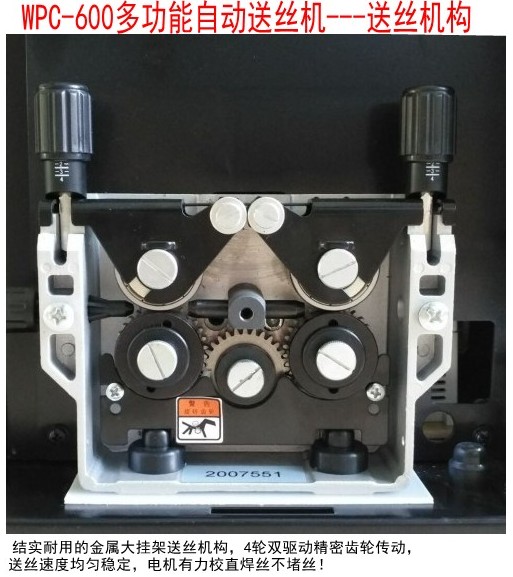
拉絲機構:采用四輪雙驅動:主驅動輪+從動壓輪+進/出絲矯正方式。優點:輸出扭力大、送絲穩定性好、精度高。該機構對整套系統的出絲精度起到主要作用。
金屬絲輸入部分由送絲機、送絲軟管和送絲機構組成,該部分將保證金屬絲連續地、準確地送到激光熔池,過程平穩,是激光熔覆光內送絲系統的重要組成部分,是激光熔覆光內送絲工藝成功與否的關鍵。該系統主要由金屬絲輸人和送絲速度控制兩大部分組成,實現金屬絲準確、速度均勻可調并連續地到達工件表面與激光束作用。
我們一方面不斷的升級自身的產品,從TW-630氬弧焊送絲機逐步升級為數字化編程控制的WPC-600氬弧焊送絲機、另一方面積極進行技術交流,除了在氬弧焊領域給客戶配套外,WPC-600氬弧焊送絲機在激光焊領域配套獲得了很多用戶的好評!在激光焊送絲中,我們成功的與國內數家激光公司供貨,如果現有的功能滿足不了客戶的要求,可以為您增加程序,增加新的功能。
鋁合金自動激光填絲機
鋁合金激光填絲機 技術成熟,用戶不用擔心不能匹配。鋁合金激光填絲機解決了長期以來困擾產品焊接過程中,焊縫偏大,而手工加焊絲速度慢的難題。由自動送絲機自動添加焊絲,配合自動激光焊接機的數控工作臺,焊接時通過對激光頻率、脈
寬、工作臺速度、移動方向進行高精度焊接。激光脈沖的高能量、高密度可使焊接平整、焊縫寬度小熱影響區小,能完成傳統工藝無法實現的精密焊接。
鋁合金激光填絲機焊接效率高、焊縫漂亮、操作簡單方便,適用于各種材料的平面直線、圓弧的焊接。

鋁合金激光填絲機,提高焊接效率,提升品質!
激光加工與傳統機械加工比較有以下特點:
1. 加工速度快;
2. 熱變形及熱影響區小(適合加工高熔點、高硬度、特種材料)
3. 可對零件進行局部熱處理;
4. 可對復雜形狀的零件、微小零件進行加工,還可在真空中進行加工;
5. 加工無噪聲,對環境無污染;
6. 與計算機技術技術相結合,易實現自動化;
7. 由于加工方法提高,可改進現有產品結構和材料
8. 可提高工件品質。
WPC-600激光送絲機功能特點:
有停絲、送絲功能:有的工件不需要送絲,可以直接通過開關切換在停絲狀態,而不需要重新去接線。如手工焊時,需要先將工件點焊,點焊時不需要送絲,將開關切換到停絲狀態,點焊完了再進行拉焊時,將開關切換到送絲狀態,便可實現連續送絲!
有點動送絲功能:可以點,也可以長按此鍵往前送絲(安裝絲盤時使用)。
有點動回抽功能:可以點,調試時絲出來長了,不用去剪,點一下,可以回到理想的長度,使用方便。
有連續送絲脈沖送絲功能:脈沖時間和脈沖間歇時間可調范圍為0.01-99.99秒。
有同步送絲功能:送絲與激光出光同時開始,如果斷絲時間與回抽時間設為0時,則停絲的同時停光;如果把斷絲時間設置在0.01-9.99秒內,則是停絲后焊絲回抽,激光焊機繼續出光溶絲,讓焊絲斷掉,這樣焊絲不會粘工件。
有異步送絲功能:可以選擇提前送絲功能(先送絲,再出光)或是延時送絲功能(先出光,再送絲)。
有提前時間功能:表示提前送絲時間,可設時間范圍0.01-9.99秒
有延時時間功能:,可設時間范圍0.01-9.99秒,激光焊機先起出光后,到設定時間值后開始送絲,
有回抽時間功能:停絲后回抽,反應靈敏。
斷絲時間:先停絲后激光焊機繼續熔絲幾秒后熄弧。也就是熔絲時間設定。可同時設定自動回抽。焊絲粗細不同,熔絲時間也不同。先停絲,再延時收光,焊絲回抽反粘絲功能,解決了目前國內市場上送絲機焊絲粘工件問題!
送絲速度:0.45-7M,送絲電機為慢速定制電機,可以做到慢速每分鐘送45MM長度焊絲,低速送絲仍然很穩定,在焊接薄板時是需要慢速送絲的,送快了絲來不及溶化。這也是我們的優勢,送絲速度要慢能慢下來,要快能快上去。 (用戶咨詢時一定要問清賣家最慢速可以送多少毫米,有沒有送0.4MM焊絲的送絲輪配套,速度慢不下來,會焊不出來。)
焊接、停焊切換功能:在送絲機和激光焊機聯動的情況下,此切換開關若置“停焊”位,點動焊把上的開關,無需關掉焊機電源,可以只讓送絲機送絲而焊機不出光。此功能在調節焊絲出送絲嘴的長度時特別管用。有的廠生產的氬弧焊送絲機,在送絲機和激光焊機聯動時,要達到此功能,需要關掉焊機電源,而頻繁地開關焊機會影響焊機的性能和使用壽命。
整機裝箱配置清單:
1、送絲機主機1臺
2、3米不銹鋼送絲軟管(含夾頭)1套
3、送絲輪V形槽0.8/1.0、1.2/1.6共4只(已含主機安裝的兩只)
4、送絲嘴8個
5、二芯插頭/與三芯焊機聯動插頭各一根。
我們有專用的送鋁絲U形輪,和送絲管,與送不銹鋼焊絲的配件是不同的。
送絲輪V形槽與U形槽小知識:
送絲滾輪一般都開有送絲的凹槽,對于材質較硬的焊絲,送絲輪開有張角為40°左右的“V”型槽,它較之無槽的平面滾輪送絲力可提高10%~30%,并可保證焊絲在滾輪中的固定位置和送絲方向。當需要送軟質焊絲(如鋁焊絲)時,需要采用“U”形槽。“V”型槽送絲滾輪不宜采用,這是因為送絲輪經過熱處理后,其硬度很高,“V”型槽上寬下窄,容易造成焊絲壓痕或變形,會造成送絲不穩定,不但會加速導電嘴的磨損。而且增加了焊絲在軟管中行進的阻力,造成出絲不暢!在送鋁焊絲時,要配套特弗龍這種內壁光滑的導管,方能確保軟質焊絲一直平穩暢通送絲。
廣州市威爾得自動化焊接設備有限公司
鋁合金自動激光填絲機 鋁合金激光填絲機 技術咨詢電話:139 0300 6568劉工程師(歡迎您隨時來電咨詢,不分節假日與下班休息時間) 真誠期待與您合作!